
Branża energetyczna rządzi się innymi prawami niż produkcja seryjna. Turbiny, turbozespoły, wirniki i generatory to elementy wielkogabarytowe, wytwarzane w jednostkowych nakładach lub bardzo małych seriach, gdzie nie ma miejsca na powtórkę – ani kosztową, ani czasową. Program CAM stosowany w tej branży musi łączyć precyzję na poziomie mikrometrów z możliwością planowania obróbki komponentów o masie liczonej w tonach i gabarytach przekraczających typowe przestrzenie robocze konwencjonalnych centrów obróbkowych. Systemy CAM klasy hyperMILL odpowiadają na te wymagania zestawem funkcjonalności zaprojektowanych z myślą o złożonych, niepowtarzalnych detalach energetycznych – od planowania sekwencji operacji po weryfikację kolizji w wirtualnym środowisku maszynowym.
- Specyfika obróbki komponentów energetycznych a wymagania wobec systemu CAM
- Obróbka 5 stronna i symultaniczna w produkcji elementów turbin
- Program CAD/CAM a obsługa wielkogabarytowych maszyn CNC
- Oprogramowanie dla firm metalurgicznych i energetycznych – strategie dla materiałów trudnoobrabialnych
- Optymalizacja wydajności maszyn przez integrowanie systemu CAM z procesem produkcyjnym
- CAD/CAM jako narzędzie projektowania systemów produkcyjnych w energetyce
- Podsumowanie
Specyfika obróbki komponentów energetycznych a wymagania wobec systemu CAM
Komponenty energetyczne wyróżniają się kilkoma cechami, które determinują wymagania wobec oprogramowania CNC. Po pierwsze, skala: wirniki turbin parowych mogą mieć średnice przekraczające metr i wymagają równomiernej obróbki na całym obwodzie, bez lokalnych odchyłek kształtu wpływających na wyważenie dynamiczne. Po drugie, materiały: stale wysokostopowe, Inconel i inne stopy żaroodporne stosowane w elementach narażonych na wysokie temperatury mają trudne właściwości skrawalne, wymagające specjalnych parametrów obróbki i narzędzi.
Po trzecie – i to jest aspekt często pomijany w ogólnych zestawieniach systemów – produkcja jednostkowa w energetyce oznacza, że każdy błąd programistyczny kosztuje nieproporcjonalnie dużo. Materiał jest drogi, czas dostawy półfabrykatu długi, a ponowna obróbka po błędzie często technicznie niemożliwa. Programowanie CAM musi tu działać z zerową tolerancją na pomyłki, co bezpośrednio przekłada się na wymagania wobec symulacji maszynowej i weryfikacji kodu NC przed uruchomieniem.
Czwartą cechą specyficzną jest konfiguracja maszyn. Duże komponenty energetyczne często wymagają specjalizowanych centrów obróbkowych: pionowych i poziomych centrów tokarsko-frezarskich, karuzel czy wytaczarek o dużym prześwicie. Oprogramowanie CAD CAM musi poprawnie obsługiwać kinematykę takich maszyn i generować kod NC uwzględniający ich indywidualne parametry, ograniczenia stref roboczych i specyficzne cykle maszynowe.

Sprawdź oprogramowanie CAM hyperMill dla branży energetycznej!
Obróbka 5 stronna i symultaniczna w produkcji elementów turbin
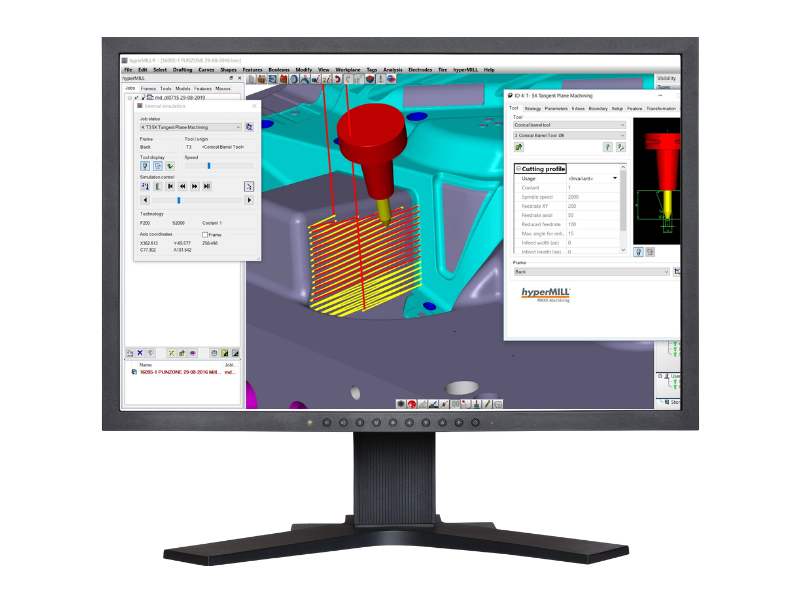
Obróbka 5 stronna jest w energetyce standardem, a nie wyborem. Łopatki turbin, kierownice, wirniki i inne elementy o aerodynamicznych kształtach mają geometrię niemożliwą do wykonania w mniejszej liczbie osi. Cam do frezarki 5 osiowej w hyperMILL oferuje dedykowane cykle dla tego typu komponentów, które uwzględniają charakterystyczną dla energetyki konieczność zachowania ciągłości powierzchni między kolejnymi przejściami narzędzia.
Symultaniczna obróbka CNC 5 osiowa pozwala na frezowanie łopatek i wirników z jednego zamocowania, eliminując błędy pozycjonowania wynikające z przezbrojeń. W przypadku elementów wyważanych dynamicznie – a takich jest w energetyce większość – każda rozbieżność geometryczna między zamocowaniami bezpośrednio wpływa na parametry wyważenia gotowego komponentu. Obróbka w jednym zamocowaniu eliminuje tę klasę błędów systemowo.
CAM do frezarki 5 osiowej symultanicznej w hyperMILL realizuje obróbkę kanałów przepływowych, które są jednym z najtrudniejszych geometrycznie elementów w turbinach. Kanały o zmiennym przekroju i skomplikowanym przebiegu wymagają precyzyjnej kontroli orientacji narzędzia w każdym punkcie trajektorii, jednoczesnego unikania kolizji z sąsiednimi łopatkami i utrzymania stałego kąta kontaktu dla zapewnienia jednorodnej chropowatości powierzchni przepływowej.
Program CAD/CAM a obsługa wielkogabarytowych maszyn CNC
Obróbka komponentów energetycznych odbywa się na maszynach, które pod względem kinematyki i sterowania znacząco różnią się od standardowych centrów frezarskich. Wytaczarki poziome, karuzele i frezarko-tokarki o dużym prześwicie mają specyficzne ograniczenia stref roboczych, odmienne sposoby definiowania układów współrzędnych i wymagają dedykowanych postprocesorów. Program CAD/CAM hyperMILL obsługuje te maszyny dzięki bibliotece konfigurowalnych modeli różnego rodzaju maszyn, które dokładnie odwzorowują zachowanie konkretnej obrabiarki.
Weryfikacja programu NC dla maszyny wielkogabarytowej ma szczególne znaczenie, bo przezbrojenie lub zatrzymanie procesu w połowie obróbki generuje koszty nieporównywalnie wyższe niż na standardowym centrum. Oprogramowanie CAD CAM hyperMILL przeprowadza pełną symulację maszynową z kontrolą kolizji między narzędziem, oprawką, głowicą, stołem i detalem. Symulacja działa na modelu rzeczywistej maszyny, nie na uproszczonej geometrii, co pozwala wykryć konflikty w trudno dostępnych obszarach – szczególnie przy obróbce wgłębień i kanałów wewnętrznych dużych komponentów.
Dla zakładów oceniających programy do maszyn CNC pod kątem obsługi niestandardowych konfiguracji maszynowych, hyperMILL oferuje możliwość budowy modelu kinematycznego dla każdej obrabiarki obecnej w parku maszynowym. Ta konfiguracja jest wykonywana raz i następnie stosowana przy każdym nowym projekcie, co eliminuje konieczność każdorazowej weryfikacji granic maszyny przez doświadczonego programistę.
Oprogramowanie dla firm metalurgicznych i energetycznych – strategie dla materiałów trudnoobrabialnych
Oprogramowanie dla firm metalurgicznych i energetycznych musi być dostosowane do pracy z materiałami, których właściwości skrawalne są wielokrotnie trudniejsze niż standardowe stale konstrukcyjne. Stopy niklu, stale wysokochromowe i materiały żaroodporne stosowane w elementach narażonych na wysokie temperatury mają skłonność do hartowania zgniotu, generują wysokie temperatury w strefie skrawania i powodują intensywne zużycie ostrzy.
CAD CAM hyperMILL oferuje dla tych materiałów dedykowane biblioteki parametrów skrawania, które uwzględniają specyficzne właściwości każdego stopu: prędkości skrawania dostosowane do przewodnictwa cieplnego, zakresy posuwów minimalizujące umocnienie powierzchni i głębokości skrawania ograniczające naprężenia szczątkowe. System automatycznie dobiera parametry na podstawie zdefiniowanego materiału, zamiast wymagać od programisty każdorazowej analizy.
Równie istotne są strategie adaptacyjnego skrawania, które dynamicznie modyfikują parametry w odpowiedzi na zmieniające się warunki obróbki. Przy obróbce niejednorodnych odkuwek lub odlewów – typowych półfabrykatów w energetyce – lokalne różnice twardości materiału wymagają elastyczności, której nie zapewnia programowanie ze stałymi parametrami. Systemy CAM z algorytmami adaptacyjnymi reagują na zmianę oporu skrawania przed uszkodzeniem narzędzia, co w przypadku drogich narzędzi do materiałów trudnoobrabialnych ma bezpośrednie przełożenie ekonomiczne.
Optymalizacja wydajności maszyn przez integrowanie systemu CAM z procesem produkcyjnym
Optymalizacja wydajności maszyn w produkcji energetycznej to przede wszystkim maksymalizacja czasu skrawania w stosunku do czasu całkowitego cyklu. Ruchy powietrzne, zbędne przezbrojenia i nieoptymalna kolejność operacji mogą w przypadku komponentów wielkogabarytowych generować straty liczone w godzinach na pojedynczy detal. Oprogramowanie do optymalizacji produkcji klasy hyperMILL planuje sekwencję operacji globalnie, uwzględniając geometrię całego detalu, a nie optymalizując każdą operację osobno.
Systemy do optymalizacji procesów produkcyjnych w hyperMILL oferują mechanizm analizy resztek materiału po każdej operacji, który automatycznie dostosowuje kolejne ścieżki narzędzi do aktualnego stanu detalu. W obróbce wielkogabarytowej, gdzie zmiana strategii w połowie procesu może wynikać z wykrycia niejednorodności materiału lub korekty wymiaru półfabrykatu, ta adaptacyjność jest kluczowa dla utrzymania ciągłości produkcji.
Oprogramowanie do integracji maszyn w hyperMILL pozwala na komunikację z systemami zarządzania narzędziami i ustawiania. Dane o rzeczywistych wymiarach narzędzi pobrane z urządzeń pomiarowych ZOLLER lub podobnych są automatycznie uwzględniane w obliczeniach ścieżek, co eliminuje błędy wynikające z tolerancji wymiarowych narzędzi i zapewnia precyzję niemożliwą do osiągnięcia przy ręcznym wprowadzaniu danych narzędziowych.
CAD/CAM jako narzędzie projektowania systemów produkcyjnych w energetyce
Nowoczesne podejście do produkcji energetycznej coraz częściej wykracza poza obróbkę pojedynczych detali i obejmuje projektowanie systemów produkcyjnych, w których oprogramowanie CAM jest integralnym elementem łańcucha od projektu do gotowego komponentu. hyperMILL, dzięki pełnej integracji z wiodącymi systemami CAD (SOLIDWORKS, Autodesk Inventor, Siemens NX, CATIA), umożliwia bezpośrednie importowanie modeli z systemów konstrukcyjnych bez pośrednich konwersji generujących ryzyko utraty danych geometrycznych.
Ta integracja jest szczególnie cenna w środowiskach, gdzie zmiany konstrukcyjne są wprowadzane do ostatniej chwili, a harmonogram produkcji nie dopuszcza przestojów na ręczne przeprogramowanie. CAD/CAM hyperMILL automatycznie aktualizuje ścieżki narzędzi po zmianie modelu, zaznaczając operacje wymagające weryfikacji zamiast kasować całe programowanie. Dla zakładu z kilkumiesięcznym cyklem wytwarzania turbiny, gdzie zmiana jednego parametru łopatki może wymagać przeprogramowania dziesiątek operacji, ta funkcjonalność bezpośrednio wpływa na dotrzymanie harmonogramu.
Firmy poszukujące doświadczonego partnera w konfiguracji środowiska CAD/CAM dla energetyki mogą skonsultować się z CAM Technology, który oferuje audyt procesu, dobór optymalnej konfiguracji oprogramowania i wdrożenie dostosowane do specyfiki parku maszynowego i produkowanych komponentów. Dostępna jest możliwość przetestowania oprogramowania przez trzy miesiące przed podjęciem decyzji zakupowej.
Podsumowanie
Obróbka komponentów energetycznych stawia przed systemami CAM wymagania, które nie mają odpowiednika w produkcji seryjnej: skala detali, materiały trudnoobrabialne, produkcja jednostkowa bez prawa do błędu i złożona kinematyka specjalistycznych maszyn CNC. hyperMILL odpowiada na te wymagania zestawem funkcjonalności, które obejmują dedykowane strategie 5-osiowe dla elementów turbin i wirników, adaptacyjne skrawanie dla materiałów żaroodpornych, pełną symulację maszynową na modelach rzeczywistych obrabiarek i integrację z danymi narzędziowymi i konstrukcyjnymi.
Dla zakładów, które rozważają, jaki CAM do frezarki wielkogabarytowej wybrać, kluczowym kryterium powinno być to, czy system został rzeczywiście przetestowany w warunkach produkcji energetycznej – czy biblioteki parametrów, modele kinematyczne i strategie obróbkowe zostały zweryfikowane na komponentach tej klasy, a nie tylko zaadaptowane z innych branż. Program do frezarki CNC klasy hyperMILL ma udokumentowane zastosowanie w produkcji turbin i turbozespołów, co jest dowodem skuteczności w środowisku, gdzie efektywność i niezawodność nie podlegają kompromisowi.
CAD hyperMILL

CAM hyperMILL
Integracje CAD
Tak. hyperMILL obsługuje niestandardowe konfiguracje maszynowe, w tym karuzele pionowe, wytaczarki poziome i frezarko-tokarki, przez bibliotekę konfigurowalnych modeli kinematycznych. Każda maszyna jest odwzorowywana jako precyzyjny wirtualny model, który umożliwia pełną symulację procesu i kontrolę kolizji przed uruchomieniem na rzeczywistej obrabiarce. Konfigurację modelu maszyny wykonuje się raz, po czym jest dostępna dla wszystkich programistów i projektów w zakładzie.
hyperMILL oferuje dedykowane biblioteki parametrów skrawania dla materiałów trudnoobrabialnych, uwzględniające właściwości termiczne i skrawalne każdego stopu. Algorytmy adaptacyjnego skrawania dynamicznie modyfikują parametry w odpowiedzi na zmieniające się warunki, zapobiegając przeciążeniu narzędzia i ograniczając zjawisko hartowania zgniotu. Dobrze dobrane parametry startowe dostarcza biblioteka technologiczna, a dalszą optymalizację wspiera analiza obciążenia narzędzia w czasie rzeczywistym.
Bezpośrednie pobieranie rzeczywistych wymiarów narzędzi z urządzeń pomiarowych eliminuje błędy wynikające z tolerancji wymiarowych i ręcznego wprowadzania danych. W produkcji komponentów energetycznych, gdzie dokładność wymiarowa jest krytyczna, nawet dziesiąte części milimetra odchyłki długości narzędzia mogą wpłynąć na końcowy wymiar obrabianej powierzchni. Integracja z systemami narzędziowymi zapewnia spójność między wirtualnym programowaniem a rzeczywistymi warunkami obróbki.


